
As business owners navigate the automotive landscape, the rise of innovative vehicles such as Tesla’s Cybertruck demands attention. This electric pickup, characterized by its futuristic aesthetics and cutting-edge technology, not only caters to individual consumers but also presents significant opportunities for businesses. Understanding its unique design, expected market reception, production hurdles, environmental implications, and competitive landscape is essential for business owners considering its potential impact. Each chapter of this article will delve into these aspects, offering insights that prepare business leaders to adapt and leverage the benefits of this unique vehicle.
钢铁幻影的审美冲击与电动性能:Cybertruck外观设计与动力巅峰
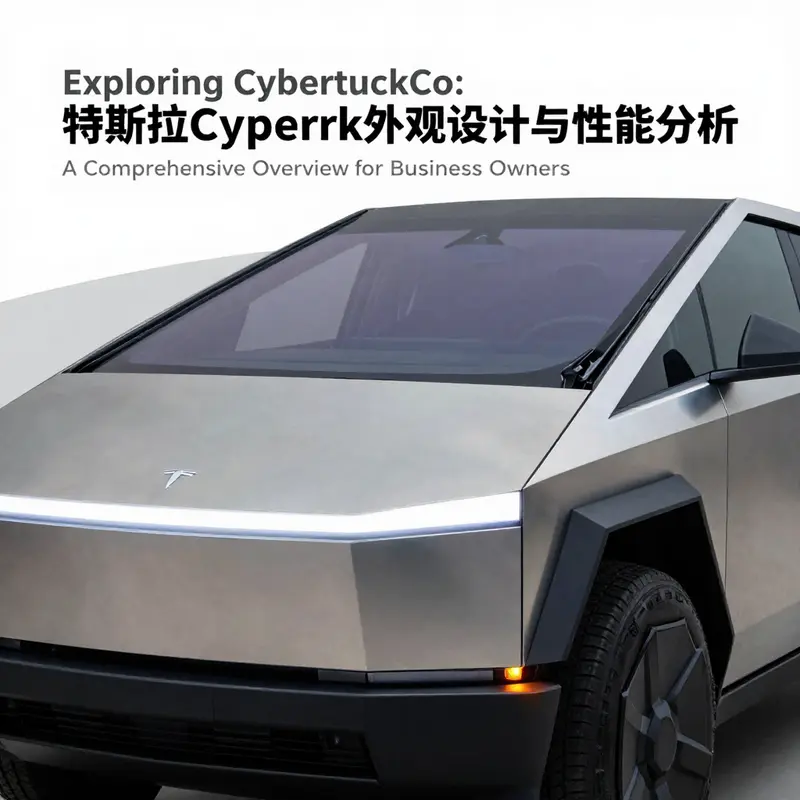
当人们第一次直视这辆车时,映入眼帘的并非传统皮卡的实用轮廓,而是一块未经打磨的钢铁板,像从科幻片场景中走出来的实体。它并非为了迎合常规美学而设计,而是在极端材料与极简语言之间追求一种原始、冷峻却直击人心的美学。此的核心,是航天级30X冷轧不锈钢的外骨骼。这种材料不仅来自前沿工业领域的耐久性与抗腐蚀性,还承载着一种对传统涂漆工艺的彻底否定。 stripping掉漆面的金属光泽,在阳光下呈现出机械而纯粹的质感,仿佛每一条线条都是经过严格的力学考验而留下的痕迹。正是这种“不经加工”的外观,让它在众多车型之中显得独特且难以忽视。
外观语言的核心在于几何与线条的极致简洁。摒弃圆润的曲线,采用棱角分明的直线与锐利的几何面,灵感部分来自1980年代末的科幻意象与电影美学。前脸上横跨的日行灯带像一条发光的通道,配合隐藏在保险杠内的细长大灯,营造出未来主义的冷静气质。最引人瞩目的是那块巨型的平面挡风玻璃——面积在量产车型中罕见,连同两把极长的雨刷,强化了未来科技的视觉冲击。这种设计不仅仅是造型的突破,更是对驾驶员视野和日常使用场景的重新定义。车身侧面,腰线笔直延展,无框车门与隐藏式门把手巧妙融合,使整车在运动感与简约性之间实现微妙平衡。车尾的电动伸缩盖板与贯穿式尾灯延续了极简美学,同时增添了实际功能性,提升装载的便捷与夜间作业的安全性。
在诸多声音中,有人称它是「丑陋的美」,也有人视之为「未完成的艺术品」。无论评价的褒贬,都是它成为一种超越交通工具的文化符号的原因:这是一种对未来出行的明确宣言,一种敢于让马路成为实验室的自信表达。外观在此不仅是外衣,更像是一种宣言,向世界展示一种对材料、工艺与使用场景重新设定边界的勇气。
若把焦点转向性能,外观的冲击与动力的张力便在同一场景中得到呼应。被誉为皮卡中的超跑版本的高性能配置,展现了电动驱动系统在重量、扭矩与热管理方面的协调能力。三电机全轮驱动的组合提供了前所未有的加速实力,零百加速时间被推至惊人的水平,带来强烈的推背感,同时也要求更高的悬架和底盘刚性来维持高速下的稳定性。这种动力的爆发与车身的刚性、空气动力学效率共同塑造了一个在城市街道与荒野路况之间都能游刃有余的角色。牵引力与通过性方面的表现同样引人注目,出色的四驱系统在极端地形中的操控与稳定性让驾驶者获得前所未有的信任感,拖拽能力达到行业高水平,为商用场景提供了新的思路。
续航与充电方面的设计同样不容忽视。搭载的新一代高能电池组与高压平台的协同,使得续航范围覆盖从日常通勤到远程探险的广阔场景,配合快速充电能力,缓解了续航焦虑的常见顾虑。更重要的是,车辆在电气架构上的前瞻性选择——引入更高效的低压系统和线控转向等技术,进一步降低了能耗和重量,同时提升了操控的灵活性与响应速度。线控转向抛弃了传统的机械转向柱,方向盘的转动角度变得更加灵敏与精准,驾驶者仿佛在驾驭一台具备遥控特性的智能设备。这种设计不仅提升了城市通勤的机动性,还在越野场景中给出更可信赖的操控体验。
在外观与性能之间,Cybertruck并非简单地把两条线并列,而是以材料科学、结构设计和驱动系统的协同作用,构架出一个完整的技术叙事。它用航天材料的强度,回应大众对安全性的根本诉求;用极简的美学语言,回应对未来感的渴望;用高效的电动动力系统,回应对速度与效率的追求;用可变的使用场景与强大的载荷能力,回应对实用性的期待。这是一种把艺术与工程融为一体的实践,是对传统皮卡类别的挑战,也是对电动化潜力的有力证明。
如需更系统的分析与案例研究,可以参考 Cybertruck-co 的专题文章,以获得从设计理念到工程实现的更全面视角。这种跨学科的叙述帮助读者理解,为什么这类车型可以在市场上引发广泛讨论,以及它们在未来汽车生态系统中的潜在角色。更多信息,参见Cybertruck-co的专题页,详尽的技术解读与应用场景将为理解这类车型提供丰富的背景。
在整合维度上,外观与性能并非孤立的两端,而是共同谱写出一个关于未来出行是什么样子的重要答案。钢铁外骨骼的硬朗,与电驱系统的敏捷,构成了一种前瞻性的交通工具叙事——它既能承载日常的工作与运输,也能在野外探险中成为可靠的能源源头与移动的工作台。这种多功能性,正是Cybertruck在市场上获得持续关注的根本原因。它挑战了人们对皮卡的固有预期,挑战了对汽车美学的习惯性理解,也挑战了人们对未来出行定义的边界。正因如此,它不仅是一辆车,更是一种移动的研究实验室,一次关于材料、工程与生活方式如何在同一体中共生的实践。
跨市场错位的期待:全球视角下的 Cybertruck 需求与定位
在全球化的市场语境中,同一款车辆在不同地区往往被赋予截然不同的意义。对于一款以前卫外观和突破性材料而著称的越野型旅行车来说,这种差异尤为明显。围绕“Cybertruck”的全球讨论,既是对技术边界的探讨,也是对市场偏好、政策框架、基础设施与消费心理的综合审视。作为跨国品牌在多区域并存的现实实验,这一车型的全球反响并非单一线性叙事,而是由若干互相交错的因素共同塑造的错位期待。美国市场作为它的发源地和核心舞台,承载着巨大的情感与商业预期;欧洲市场则以严格的法规与安全评估拉紧了其进入的步伐;中国市场则面临本地化需求与价格竞争的双重压力;中东地区则以身份象征的角色重新定义了这类高端电动车型的市场定位。这些差异背后,是各自生态系统对“实用工具性、奢华体验与未来感之间的平衡”的不同解读,也是对跨市场车型定义的一次深刻挑战。若把握住这些差异的脉络,我们就能更清晰地理解,为什么同一个设计在不同地区会被解读为极具吸引力的象征,或是一种需要高度妥协的技术尝试。对于行业观察者而言,这并非单纯的市场成绩单,而是一组关于潜在用户、支付意愿和日常使用情境的实证观察。有关 Cybertruck 的更多资料与改装选项,读者可以参阅 cybertruck-co 资料,以获得对这一路线图的更具操作性的理解。](https://trucksdiy.com/blog/cybertruck-co/) 在这一章节的叙述中,我们以区域为坐标,追踪每个市场的需求张力与期待的形成过程;同时,试图回答一个更深层的问题:在一个以“全地形、耐用性、极简主义设计”为核心的产品叙事中,何种市场条件最有可能让这类车辆成为日常使用的可靠工具,而何种条件更容易将其变成某种程度上的象征性装备。要理解这一点,必须穿透表面的外观与技术指标,走进消费者的日常生活、道路法规、充电网络布局、以及对维护与维修的实际顾虑之中。美国市场的独特性在于,它既拥抱创新的勇气,又被真实世界的成本与可靠性挑战拷问。该市场的预期在二十世纪末到本世纪初的传统美式议题中被重新定义:力量、豪华、身份象征与现实可负担性之间的取舍。这个平衡点在最近一轮的销量数据中显现得尤为清晰。根据权威行业分析,2025年第二季度的美国销量仅为4,306辆,连续三个季度出现同比大幅下滑,呈现出一种“高预期、低转化”的两难局面。这一现象并非偶然,而是受多重因素共同作用的结果。首先,起售价的上涨使得预算敏感的潜在买家望而却步。最初承诺的底价被市场接受程度评估为一个关键参照,但在生产能力与供应链波动的背景下,价格不断攀升,直接压缩了可进入门槛与购买意愿。其次,制造质量问题的持续曝光,也在消费者信心上投下阴影。车身面板粘接、踏板卡滞等细节问题,在实际使用阶段的可感知性远比纸面参数来得迅速而具体。这些问题并非只在技术层面影响使用体验,更在品牌信任层面引发连锁反应。第三,实用性的质疑同样不容忽视。对于工具性需求而言,车辆的维修便利性、货箱空间布局的合理性等都是决定日常使用价值的重要因素。独特的设计风格虽然带来强烈的美学吸引力,但在维护成本、部件替换与随车附件的兼容性方面,消费者会进行更谨慎的权衡。最后,消费者对与传统市场对比的整体价值认知也在变化。高端电动越野车型的价值不再只来自“越野能力”或“未来科技感”的单一维度,而是在于综合性能、长期使用成本、保值与售后服务网络的完备程度。无论在哪一个市场,购买决策都在考量“是否值得为这份前瞻性付出额外成本”。欧洲市场则呈现出另一种复杂性。严格的法规、驾驶习惯、以及对安全性和环境影响的高标准,使得这一区域的准入几近苛刻。更关键的是,公共充电基础设施的不足与高功率充电网络的覆盖不足,进一步放大了续航焦虑。尽管车型在技术层面显现出显著的革新,但要在公开道路上实现广泛普及,仍需解决法规层面的合规性、碰撞测试的通关难题,以及在高强度使用下的耐用性评估等多重挑战。对于 Europe 来说,这些挑战不仅是技术难题,还是市场进入策略的核心考量。进入壁垒的存在使得欧洲市场在短期内难以成为主要销售区域,尽管对豪华与科技感的需求并未消失。中国市场的情况同样具有高度复杂性。乘用化趋势和新能源技术的快速迭代,为高端电动皮卡创造了一定的市场潜力,但这与 Cybertruck 的定位之间存在明显错位。对多数中国消费者而言,价格与实用性仍是核心衡量标准,悬挂与底盘对路况的适配性、在寒冷环境中的电池性能、以及长期维护成本都直接影响购买意愿。与此同时,本土品牌在电动皮卡领域的快速布局,通过本地化定价、生产与供应链优化,提供更具竞争力的性价比与服务可得性,使得国际品牌在这一细分市场的渗透面临更高门槛。对中东市场而言,情势则呈现出截然不同的面貌。受能源结构与消费观念的影响,电动车型的普及度相对较低,充电基础设施并不普遍。然而,这一区域对“科技奢华品”的偏好使得这类车辆更多被视作身份象征与前沿科技的展示窗口。富裕阶层的购买力、品牌叙事的强力支撑,以及对独特、超前设计的追求,使得在特定社交圈内存在一定的高端市场需求。综合来看,全球市场对这类车型的期待呈现出高度分化的特征:美国市场承载着强烈的情感与需求的放大效应,但转化率受多重现实因素压制;欧洲市场在法规与基础设施的约束下显现出进入门槛的高位,需要更明确的本地化策略及用户体验的全面提升;中国市场的潜力被价格与本地化需求拉扯,需要更具竞争力的成本结构与服务网络支撑;中东市场则以象征意义与高端定位为核心驱动力,形成对特定圈层的持续吸引。正是在这些区域性差异中,我们看到全球化产品在区域化执行上的张力,也理解到全球市场并非简单的“一个设计在各地一揽子销售”的故事,而是一个关于“如何在不同生态中实现可持续价值”的持续试验。对于研究者与企业决策者而言,核心的问题并非仅仅在于销量数字的高低,而在于对区域性需求、法规约束、基础设施与消费者心理的全面理解,以及基于这些理解所做出的产品定位、价格策略、供应链优化与服务网络建设的综合协同。未来的路径,或许在于通过本地化的用户教育、灵活的配置选项、更透明的质量承诺,以及更具竞争力的总拥有成本,去缩短从“高期待”到“真实购买”的距离。对行业观察者而言,这一过程也提示我们:跨区域的产品定义需要不断演化,以回应各区域的实际使用情境与经济能力。外部参考资源:Cox Automotive 的市场数据分析与趋势报告,可为理解美国市场的需求动态提供更具体的背景。https://www.coxautoinc.com/
The Production Gauntlet: Challenges and the Supply Chain Behind a Bold Electric Pickup

Behind the audacious promise of a cutting‑edge electric pickup lies a running seam of complexity that most mass‑market programs rarely expose so starkly. This chapter follows that seam, tracing how a singularly ambitious vehicle program becomes a proving ground for modern manufacturing. Its trajectory—from lab benches and sketchbooks to factory floors and supplier networks—offers a lens on how design ideals collide with reality, and how those collisions ripple through the entire supply chain. The narrative is not about a single product in isolation; it is about the orchestration required to scale an unorthodox concept into a tangible, deliverable reality. In that sense, the case becomes a broader commentary on how innovation travels from blueprint to customer, and how every bottleneck in the chain can reverberate across a company and its partners. Within this context, the most consequential chokepoints are not the ones lining the showroom floor, but the ones hidden in production plants and supplier walls. To understand why, one must look at three intertwined layers: the core chemistry and manufacturing of energy storage, the material and process challenges of unconventional vehicle bodies, and the cascading effects that ripple outward into the supply base and the market itself. The story begins at the heart of energy storage—the 4680 cell—and moves outward through the factory floor and into the wider ecosystem of suppliers and customers. The technical promise of this cell format was clear on paper: higher energy density, lower cost, and faster charging, all of which could unlock the performance and price targets that ambitious program required. Yet in practice, the shift to a full‑scale dry‑electrode manufacturing approach exposed a stubborn bottleneck in the cathode side. Reports emerging from inside the Austin facility describe a process where the anode side has reached a degree of maturity, but the cathode dry coating—central to the overall cell performance and cost—still resists stable, high‑volume production. When scale is increased, the material mixing step generates heat that challenges the integrity of the binding agents, sometimes causing the delicate formulations to separate or the coatings to misbehave. The practical upshot is not a marginal delay; it is a fundamental constraint on throughput that keeps the line from meeting the raw output levels required to feed the final vehicle assembly. The arithmetic of the battery plan makes this even starker. To sustain the envisaged annual production of roughly 250,000 units, the plant would need to churn out hundreds of millions of individual cells each year—on the order of 3.4e8 units, translating to roughly a million cells per day. By late 2025, however, reported outputs hovered around the low tens of millions per year, a scale that can only support a fraction of the intended vehicle tally. The number most often cited was about 32–33 million cells per year, which translates into roughly 2.4×10^4 cars when the cells per car are accounted for. That gap is not a mere shortfall; it defines the viability of the entire program. The situation is compounded by the production line dynamics themselves. Each new production line built to absorb more capacity carried a surprisingly high early scrap rate, sometimes in the 30%–50% range. Even after learning curves brought those numbers down to what engineers like to call the 10%–20% band, the fundamental yield reality did not approach what a multi‑line replication strategy would need to push overall efficiency to the scale required. This is not just about process optimization; it is about a structural misalignment between the envisioned cadence and the practical realities of bringing a new chemistry and its manufacturing tooling to maturity. And the engineer’s lament—“the channel between design ambitions and factory feasibility”—appears not as a passing remark but as a sober, repeated acknowledgment from leadership. On the vehicle’s design front, the challenges extend beyond the battery. The concept’s boldness—an exterior that relies on a largely seamless, stainless steel exoskeleton—introduced its own manufacturing penalties. The 30X cold‑rolled stainless steel body, while prized for its strength and durability, imposed stringent welding requirements. Reported welding yields hovered around 65%—far below conventional steel welding figures that often exceed 90%. The tooling needed for stainless steel also demanded customization, inflating both the time and cost of stamping and forming. When the rear section of the body was pitched to a sprawling 16,000‑ton press, the actual finished shell yield remained a modest 55%, with rework consuming a nontrivial slice of the car’s total cost. Surface finishing added additional layers of complexity: the need for special plasma cleaning to address the raw stainless surface extended total production time, and each unit carried the burden of extra processing steps that chipped away at throughput. The broader implication of these manufacturing hurdles is more than a factory line math problem. They influence safety testing, where the decision to forgo traditional blunt‑impact beams in favor of a more integrated energy absorption strategy altered test outcomes. Such a design philosophy redefines performance benchmarks and regulatory acceptance. The cumulative effect of these manufacturing choices manifested in delivery delays. Plans that once looked feasible for the end of a calendar year slipped into the next, with initial deliveries ultimately starting years later than originally pitched. The lesson here is that when a program chooses a radical manufacturing path, it accepts a built‑in schedule sensitivity: any slip in core processes, any unexpected yield drop, or any unanticipated tooling complication can cascade into delays that ripple through the entire production schedule. The ripple effect did not stop at the factory gates. The moment the first volumes of a high‑profile product encounter a supply chain kink, suppliers across the ecosystem feel the tremor. The domino effect began with orders for advanced materials and high‑nickel chemistries that had once formed the backbone of a new generation of energy storage. In the wake of softer demand for the program, some material contracts contracted sharply. A major supplier of high‑nickel cathodes reduced its exposure to the program dramatically, while others cut back on capital expenditure in response to the demand shock. Even long‑time partners adjusted their plans, with capital budgets tightened, and R&D commitments re‑prioritized toward nearer‑term continuity rather than longer‑term expansion. The chain stretched beyond the home market, with several Chinese suppliers stepping into a more prominent role as the company sought to diversify and secure alternative sources. It is telling that a number of Chinese manufacturers created dedicated facilities aimed at keeping critical components flowing. The strategy shift underscored a broader strategic truth: in a highly integrated vehicle program, the health of the production line and the health of the supplier network are inseparable. When orders contract, the entire supply base feels the pressure, and suppliers may reallocate capacity to other programs, sometimes forcing the program to compete for scarce capacity in a crowded market. The financial consequences ricochet quickly. Measured on a per‑unit basis, losses on the final product mounted, while profitability metrics faced compressions as the company balanced investment in next‑generation chemistries against revenue growth. Recalls and field concerns, including corrosion issues and the occasional component failure, further intensified the stress. The public perception of reliability and value can shift in ways that magnify the impact of the financials, turning a temporary profit pressure into an enduring brand challenge. The broader market response, in turn, influences strategic decisions. Management has reportedly considered a portfolio rebalancing that would prioritize long‑shelf stability and supply resilience, strengthening ties with core suppliers, and accelerating the introduction of incremental improvements to the existing platform rather than banking solely on a single leap forward. Such internal recalibration signals a shift from chasing a singular, disruptive breakthrough to building a more resilient, modular approach to the product line, where integration with a broader ecosystem becomes as important as raw performance. In contemplating these dynamics, one may browse the conversation around the topic on industry platforms, where experts discuss the interplay between design bravura and manufacturing pragmatism. For readers seeking a concise synthesis of the external context, a cross‑functional case study published in major financial and industry outlets offers a more granular view of the hurdles and the evolving responses from the program. The central takeaway is clear: ambitious engineering ambition requires an equally ambitious supply chain and manufacturing architecture. A misalignment between the two compresses timelines, elevates cost, and reshapes the path to market. The chapter would be incomplete without acknowledging that the story continues to unfold. The program’s fate hinges not just on solving the 4680 chemistry or the stainless steel welds, but on the ability to orchestrate a vast network of suppliers, tune production lines for repeatable performance, and sustain demand in a market that is watching every test, every recall, and every delay. When viewed through that lens, the saga becomes less about a single vehicle hitting a date and more about a modern industrial saga: the art and science of turning a bold idea into a robust, durable product that can travel from the factory floor to countless work sites and homes. As industry observers continue to follow the trajectory, a useful touchstone is the ongoing discussion within the developer and manufacturing communities linked at cybertruck-co. This resource encapsulates the broader narrative of how a bold, technically ambitious project tests the limits of supply chains, while also offering a glimpse into the iterative improvements that will shape the next chapters of this compelling program. External sources keep the reader grounded in the larger context, as noted in mainstream coverage of the production challenges and supply chain dynamics shaping this case study. For a deeper, external perspective on the current state of affairs, see the detailed reporting from major financial and industry outlets that track the evolution of the program and its manufacturing implications. External source: https://www.reuters.com/business/autos-and-transportation/tesla-cybertruck-production-challenges-2025-12-21
材料革新、能源智能与制造透明化:一种面向全生命周期的环保技术范式
在当今的汽车工业叙事中,环保技术的影响力正从单一的产品创新,转向支撑整个产业向“可持续发展”长期转型的体系性力量。围绕这款前沿皮卡的三大技术支柱,可以看到一种全新的行业范式正在形成:材料层面的颠覆、能源系统的再设计,以及制造过程的碳足迹透明化。这三者并非孤立存在,而是在协同作用中,逐步构建起一个可量化、可追踪、且具备经济吸引力的绿色汽车新范式。通过这样的路径,环保不再是一个附加的标签,而成为驱动性能、成本与可靠性共同提升的核心要素,从而改变行业的竞争逻辑和监管对话的基调。为这一路径提供一个清晰的线索,我们可以从材料、能源与制造这三条线索出发,观察它如何彼此放大,最终重塑整个汽车生态圈的秩序与方向。若要进一步了解与该主题相关的行业实践,可以参考 Cybertruck-co 的相关内容,以便看到一个行业新入口的具体呈现。 Cybertruck-co
在材料层面,这款车型以一种几乎重新定义重量与外观处理的材料选择,改变了传统制造对喷涂与多层涂层体系的依赖。这种超硬不锈钢车身虽然在外观与质感上显得极为前卫,但更重要的是它带来的一系列环境与经济效益。第一,喷涂与有机溶剂驱动的涂层工艺被显著简化甚至省略,直接降低了喷涂环节中的挥发性有机物排放,从而在单车制造阶段实现了碳强度的下降。官方与独立评估均指出,这样的工艺改动使单位产品的制造碳排放显著下降,标志着轻量化并非唯一的环保路径,耐用性与材料可回收性同样重要。第二,这种材料的100%可回收性与在核心工厂中的闭环回收体系,带来的是从生产端到报废端的完整循环。闭环回收不仅保护了资源,也降低了原材料的生命周期碳足迹。对于一个以生命周期管理为目标的车型来说,这意味着“长期使用—高复用—低损耗”的设计理念落地成真,推动整个生产线向更低碳的节拍运转。这种材料层面的革新,正逐步引导行业从“短期高强度使用”转向“长寿命、低损耗”的全流程优化。它不仅仅提升耐用性,更重要的是把耐用性与环境责任绑定在一起,成为企业实现长期成本控制与品牌信誉的双重杠杆。\
能源系统的重新设计,是这一范式的第二条主线。4680尺寸的磷酸铁锂电池在这里并非单纯的能量载体,它更像是安全性、成本与环境影响的综合性解决方案。与传统三元锂电池相比,LFP 材料避免了钴、镍等高环境成本金属的使用,降低了对脆弱供应链的依赖,并降低了原材料开采对生态环境的压力。大尺寸设计与“无模组”结构的组合,进一步提升了电池包的集成度与热稳定性。对环境与安全性而言,这意味着更低的制造与使用过程碳排放,以及更低的起火风险,这在高强度、高风险的应用场景中尤为关键。成本方面,电池包的成本下降与集成化带来的系统效率提升,使得整车在单位能量成本与碳成本之间获得更好的平衡,推动更广泛的应用场景落地。更重要的是,电池系统的热管理与材料选择共同作用,提升了在极端环境和长途作业中的可靠性,这也是工业与商用市场看重的关键指标。通过这样的设计,能源系统不仅仅承担供电的任务,更成为影响安全性、运营成本与生命周期排放的核心决定因素。\
第三条主线聚焦于制造过程中的碳足迹追踪与透明化管理。所谓“碳足迹透明化”,并非仅仅是披露数据,而是在供应链、采购、生产、运输等环节建立可追溯、可验证的工程化流程。所谓的“Carbon Chain”数字追踪系统,成为把环保理念嵌入日常生产的关键工具。通过要求核心供应商切换到可再生能源与低碳工艺,材料端的碳足迹开始显现出明显的下降趋势;在总厂层面,得州的生产基地以太阳能为主要能源驱动,并实现了高比例生产余料的循环再生,显著提升材料的再利用率。这些举措共同推动了单位车辆的碳排放下降,并将透明化转化为企业可量化的绩效指标。更重要的是,这种全链路的可视化,使环保成为一个可管理、可改进的工程问题,而非被动的合规要求。欧盟对新车碳足迹披露的日益严格,逐步把行业推向一个以数据驱动的规范化竞争格局。以此为参照,制造端的碳足迹透明化也获得了更广泛的制度认可和行业借鉴意义。正是在这样的框架下,环保不再是口号,而成为企业经营的核心变量之一。\
这三条主线并非独立存在,而是在实践中互相强化。材料的耐用性与可回收性降低了报废阶段的碳排放压力,能源系统的低碳与高安全性降低了全生命周期的排放强度,而制造透明化则提供了追踪、改进与合规的工具,使得整个过程中的碳成本可以被逐步分解、评估与优化。这是一种将环保理念嵌入工程、成本与商业模式的整合方法,促使行业重新思考“性能=强度+速度+耐用性”以外的衡量标准。它也在向更广泛的行业要素扩展,例如对供应链韧性、原材料来源地社会与环境影响的重视,以及对回收产业链的整合,使整个生态系统在面对政策变动、市场波动与资源约束时具备更高的抵抗力。如此的变革,正把环保从“额外投入”变成“经营核心”,把绿色、安全、低成本和高可靠性捆绑在一起,成为未来商业模式的新常态。\
在这一叙事中,产业的学习路径也逐步清晰。首先是对材料与制造工艺的再设计——从强调重量和外观的传统逻辑,转向以长寿命、低损耗和高回收性为核心的全生命周期思维。其次,是对能量系统的革新——以更安全、成本更低、资源更丰富的材料组合,提升对生态与社会成本的综合管理能力。最后,是对全链条碳足迹的系统化追踪——以数据驱动的透明治理来实现持续的改进。这三条线索共同塑造了一种新的行业自信:环保可以与性能、可靠性和商业回报并行,而不是成为需要做出牺牲的附加项。这样的自信也在激励着其他大型制造商学习与仿效,推动整车行业向更深层次的可持续化转型迈进。作为一个跨越学科与产业边界的实践案例,它展示了一个清晰的路径,即通过材料与能源的创新组合、以及制造过程的透明化来实现真正意义上的“低碳高效”生产。与此同时,这也是一个开放的召唤,邀请行业伙伴共同参与到一个以数据、标准与协同为核心的新生态中来。若把视角放回到整个 cybereco 主题之下,这一范式不仅描述了某一车型的技术革新,更揭示了一个以绿色未来为目标的行业共识正在逐步形成。要了解更多关于这一主题的行业讨论,可以参阅 Cybertruck-co 的相关内容,以获取更具体的实践视角与案例。 Cybertruck-co
外部参考资源方面,学界与产业界对这类全生命周期方法的讨论也在持续深化。一个值得关注的外部视角是对该议题的系统性分析文章,这些分析强调了材料、能源与制造透明化如何共同推动行业更新,并为监管与市场提供可操作的框架。https://zhuanlan.zhihu.com/p/1916557824693085514
null
null
Final thoughts
In conclusion, Tesla’s Cybertruck represents a significant advancement in electric vehicle technology, promising a unique blend of design, performance, and sustainability. As we explored the distinct facets, from its eye-catching design to the anticipated demand across various markets and the challenges it faces in production, the Cybertruck emerges as a compelling option for business owners. Its commitment to eco-friendly practices positions it favorably in an environmentally conscious market. Understanding its competitive landscape further highlights its potential impact on the automotive industry. As business owners consider their next steps, staying informed about the Cybertruck and its implications can facilitate strategic decision-making that leverages the evolving market.